平台首页|

![]()












































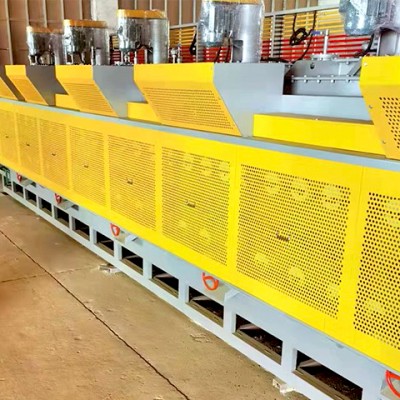
活塞杆高频淬火设备

- 面议
- 起订量:1 台
- 可售数量: 1000 台
- 支持批量采购
- 发布时间:2022-02-04 13:41
联系人: 市场部 (女士)
手机:
联系地址:无锡市惠山区洛社镇杨市环镇南路29-2
商铺网址: http://www.hotwork-china.com/index.php?homepage=wxouneng









- 产品详情
- 联系方式
- 产品评价
- 供货总量:1000 台
- 发货期限:自买家付款之日起 3 天内发货
- 所在地:江苏 无锡市
活塞杆高频淬火设备
活塞杆是支持活塞做功的连接部件,大部分应用在油缸、气缸运动执行部件中,是一个运动频繁、技术要求高的运动部件。以液压油缸为例,由:缸筒、活塞杆(油缸杆)、活塞、端盖几部分组成。其加工质量的好坏直接影响整个产品的寿命和可靠性。活塞杆加工要求高,其表面粗糙度要求为Ra0.4~0.8μm,对同轴度、耐磨性要求严格。活塞杆有一道重要的工序叫做高频淬火,那么我们高频淬火是如何进行的呢?
高频淬火活塞杆高频淬火的具体操作,是为:在经过粗磨加工后,是进行中频或高频淬火处理,并且,其感应加热到1000—1020度,采用压缩空气进行喷射冷却,使其淬火硬层深度为1.5—2.5mm。在淬火后,还要进行校直处理。之后,是在200到220度回火,并保温1到2个小时,这样,其冷却后的硬度可达HRC50以上。
高频淬火活塞杆的高频淬火,其从专业角度来讲,其是使活塞杆表面产生一定的感应电流,然后进行迅速加热,之后再进行迅速淬火的一种热处理方法。其主要目的,是为了让活塞杆表面在一定深度范围内获得马氏体组织,并且其心部仍然保持淬火前的组织状态,从而,使得活塞杆表面硬度等达标,使其心部的塑性和韧性达标。
活塞杆高频淬火设备选型
一、GCQ200-0.2 全固态感应加热电源
输入电源: 三相380V50HZ
输入容量 240kVA
额定输出功率 200kW
输出频率 15—30KHz
输入容量 240kVA
外形尺寸(长×宽×高)1550x750X1880(mm)
二、CJLS-0805立式淬火机床
最大夹持工件长度 820mm
最大垂直移动行程 800mm
最大装夹工件直径 Φ500mm
最大装夹工件重量 80kg
机床淬火移动速度 1-30mm/s
机床快速移动速度 20-80 mm/s
主轴转速(下顶尖) 40~150r.p.m
机床移动重量定位精度 ±0.1mm
机床全行程内双向平行精度 ≤0.3mm
机床全行程内外圆跳动量 ≤0.2mm
数控二维调节行程 Y方向 100mm
Z方向 100mm
床身外形尺寸(长×宽×高) 1240 mm×800 mm×2780 mm
操作柜外形尺寸(宽×厚×高) 600 mm×400 mm×1600 mm
机床重量 约1200kg
三、 ONZL-15电源冷却系统
输入电源 三相380V 50Hz
额定功率 13kW
制冷功率 42kW
流量 120L/min
上一个:加工中心刀柄高频淬火设备
下一个:
传动轴感应淬火设备
店铺内相关商品






最新资讯
- ·热处理在机械制造领域的应用与发展2024-12-22
- ·热处理淬火介质技术的最新进展2024-12-22
- ·热处理行业的发展与环境保护的挑战2024-12-22
- ·我国热处理设备的现状与发展2024-12-22
- ·我国热处理行业的现状与发展2024-12-22
- ·减小热处理变形的措施2024-12-22
- ·惰性气体保护气氛在金属热处理中的应2024-12-22
- ·科慧科技陈志宏:以智能制造赋能实体2024-12-22
- ·新兴铸管股份再获殊荣,成功入围首批2024-12-22
- ·伦敦金属交易所讨论俄罗斯金属交易禁2024-12-22
相关区域的产品
企业推荐
- ·北京现代华清材料科技发展有限责任公北京
- ·ceshiceshiceshiceshiceshi天津
- ·莱州市华兴测试仪器有限公司山东/烟台市
- ·苏州绿洲机械设备有限公司江苏/苏州市
- ·上海光密仪器有限公司上海
- ·微特视界科技(深圳)有限公司广东/深圳市
- ·东莞市沃德普仪器有限公司广东/东莞市
- ·上海毅碧自动化仪表有限公司上海
- ·苏州出兴自动化设备有限公司江苏/苏州市
- ·青岛成达热处理机械有限公司山东/青岛市

